Anleitung für Studenten der Werkstatt für Plastisches Gestalten, Hochschule für Grafik und Buchkunst, Leipzig [Link] Von einer Plastik sollen Kopien in Gips angefertigt werden. In unserem Beispiel ist es das Modell eines Auges. Es gibt verschiedene Möglichkeiten Kopien einer Plastik herzustellen. Die folgende Abformtechnik ist eine davon. Je nach Beschaffenheit der Plastik ändert sich der Aufwand. In unserem Fall handelt es sich um eine einfache Plastik. Der Betrachter sieht nur von vorne auf das Augen-Modell, die Plastik hat eine plane Rückseite und es gibt keine starken Hinterschneidungen.
Mantelform und Stützform
Um Kopien der Plastik herzustellen, benötigen wir eine Mantelform. Der Mantel ist eine Form, die auf der Oberfläche der Plastik aufliegt. Er bildet das Negativ ab. In die Mantelform werden wir später Gips gießen, ihn aushärten lassen und so die erste Kopie in den Händen halten. Die Mantelform besteht aus einer dünnen Schicht Silikon. Das Silikon ist beweglich und muss daher gestützt werden, ansonsten würden Kopien der Plastik unterschiedlich aussehen. Hierfür wird um die Mantelform herum eine Stützform gebaut. Die Stützform besteht aus einem harten Material, beispielsweise Gips. Die Beweglichkeit der Mantelform ist notwendig, damit mehrere Kopien hergestellt werden können. Wäre der Mantel hart wie Gips, müsste er jedesmal zerstört werden, um an die Kopie heranzukommen. Wenn man eine Form nur einmal verwenden kann, nennt man das in der Bildhauerei verlorene Form. Zusammengefasst: Für die bewegliche Silikonform (Mantelform) wird eine stabilisierende Gipsform (Stützform) hergestellt.
Silikon
Silikon ist nicht nur beweglich, sondern anfänglich auch flüssig. Würden wir das flüssige Silikon ohne weitere Vorkehrung auf die Plastik gießen, würde es wegfließen und wir hätten keinen Mantel. Das Silikon muss daher im flüssigen Zustand an der Plastik gehalten werden, bis es ausgehärtet ist. Die Stützform hat also zwei Funktionen: (1) Sie muss die Mantelform beim Gießen von Kopien stützen und (2) sie verhindert beim Herstellen der Mantelform das Wegfließen des flüssigen Silikons. Das Problem: Wir können nicht zuerst die Stützform bauen, wenn es uns darum geht, kostengünstig zu arbeiten und so wenig Silikon wie möglich zu verwenden. Aus diesem Grund müssen wir vom Ende anfangen zu denken: Bevor wir mit Silikon den Mantel gießen, muss die Stützform gefertigt sein.
Distanzmaterial
Wir suchen im Zwischenschritt einen Ersatz für Silikon. Der Ersatz muss von Anfang an so fest sein, dass wir darauf aufbauend die Stützform herstellen können. Der vorläufigen Ersatz für Silikon heißt Distanzmaterial, denn das Material hält einen festgelegten Abstand zwischen Plastik und Stützform aufrecht. Als Distanzmaterial eignet sich zum Beispiel Ton oder Plastilin. Dieses Distanzmaterial wird wieder entfernt, nachdem die Stützform darauf aufbauend angefertigt wurde. Es wird dann durch das eigentliche Material der Mantelform — dem Silikon — ersetzt. Gedanklich sind wir nun den Herstellungsprozess einer Abformtechnik durchgegangen, haben die Stützform gebaut und darauf aufbauend die Mantelform gegossen. Mit der fertigen Stütz- und Mantelform können wir Kopien der Plastik anfertigen. Ich habe mich dazu entschlossen keine Material- und Werkzeugliste anzufügen. Auf den Abbildungen und im Text tauchen Schneidewerkzeuge, verschiedene Spachtel, Modellierhölzer, Kunststoffbehälter und andere Hilfsmittel auf. Viel davon kann durch ähnliches ersetzt werden. Jedes Kapitel sollte zunächst gelesen, benötigtes Material und Werkzeug bereit gelegt und danach zur Umsetzung geschritten werden. Lediglich unschamottierter Ton, Modellgips und gießbares Silikon sind beim Formenbau relativ feste Konstanten und sollten von Anfang an bereitstehen. Hersteller und genaue Produktnamen nenne ich nicht. Meine Vorlieben müssen nicht die idealen Materialien für andere sein. Auch die verfügbaren Geldmittel entscheiden über Art und Qualität der Materialien.
Hier gilt es, sich selbst über verschiedene Hersteller und Produkte zu informieren. Wir werden eine recht dicke Mantel- und Stützform bauen. Eigentlich könnten wir mit weniger Silikon und Gips auskommen. Da wir uns aber das erste Mal mit dem Abformverfahren auseinandersetzen, sind wir großzügiger. Mit jedem neuen Formenbau lernen wir besser mit Werkzeug und Material umzugehen und können — zukünftig — materialsparender und damit kostengünstiger arbeiten.
Vorbereitung
Die Plastik legen wir auf eine beschichtete Holzplatte, da wir später mit nassem Ton arbeiten werden. Die Plastik soll während der Herstellung der Mantelform keinen Schaden nehmen oder schmutzig werden.
Aus diesem Grund bedecken wir die Plastik mit einer dünnen Folie.
Distanzmaterial herstellen
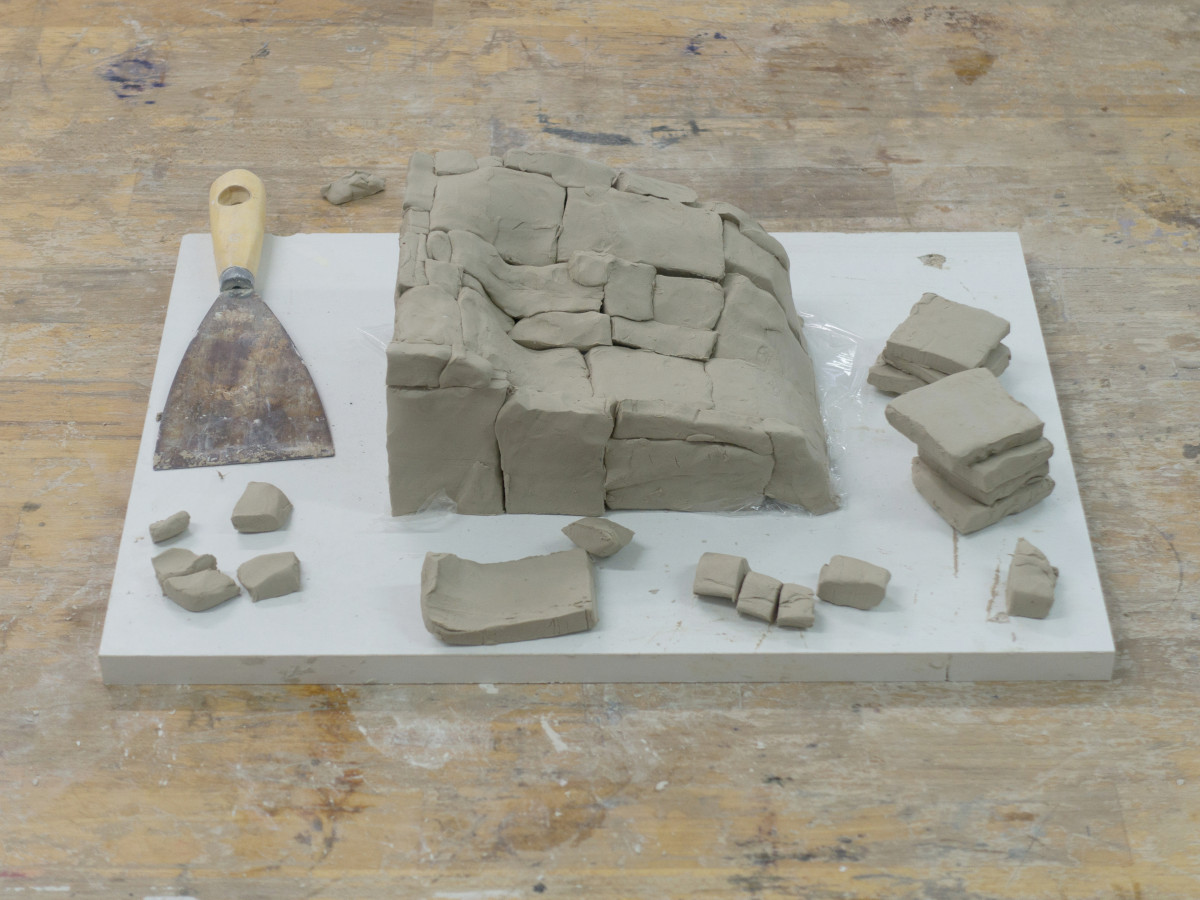
Das Distanzmaterial, in unserem Fall Ton, füllt den Raum um die Plastik, der später mit Silikon gefüllt wird. Die Dicke der Tonschicht ist also gleich die Dicke der Silikonschicht. Den Tonblock zerschneiden wir mit Hilfe eines Drahtes in zehn Millimeter dicke Tonstücke. Der Draht wird an beiden Enden mit den Händen straff gezogen und durch den Tonblock geführt. Wenn kein vorgeformter Tonblock zur Verfügung steht, können auch Tonklumpen mit einer Glasflasche flächig auf zehn Millimeter dicke gerollt werden. Die großen Tonstücke zerteilen wir mit einem Spachtel in noch kleinere Tonstücke. Die Tonstücke müssen kleiner sein, damit die Plastik mit allen Höhen und Tiefen gut abgedeckt werden kann und sich Tonstücke nicht überlagern.
Distanzmaterial auflegen
Die Tonstücke werden auf die durch eine Folie geschützte Plastik gelegt und sacht angedrückt. Auch die Seitenwände der Plastik werden mit Tonstücken abgedeckt. Sind die Tonstücke für einige Bereiche an der Plastik noch zu groß, können sie mit einem Spachtel weiter zerkleinert werden. Offene Stellen zwischen den einzelnen Tonstücken werden mit Tonresten gefüllt und die Oberfläche abschließend geglättet. Betrachten wir von oben unser Objekt, sollten alle Bereiche einsehbar sein. Bei den steilen Wänden dürfen höhere Bereiche nicht die unteren Bereiche überschatten. Das würde bedeuten, dass es Hinterschneidungen gibt. Um zu erreichen, dass die Wände leicht schräg verlaufen, kann das Distanzmaterial zur Unterlage hin etwas dicker werden. Der Teil der Plastik, der später von einem Mantel umschlossen sein wird, ist nun vollständig mit Distanzmaterial bedeckt.
Arbeit pausieren
Wenn wir die Arbeit pausieren möchten, muss der Ton mit einem angefeuchteten Tuch und einer Folie luftdicht abgedeckt werden. Wir drücken am Boden Tonklumpen auf die Folie, damit nach unten hin keine Feuchtigkeit entweichen kann. Ton verliert ansonsten schnell Wasser, wird porös und lässt sich nicht mehr so gut modellieren. Mit angefeuchtetem Tuch und Folie ist der Ton auch Tage später noch modellierbar.
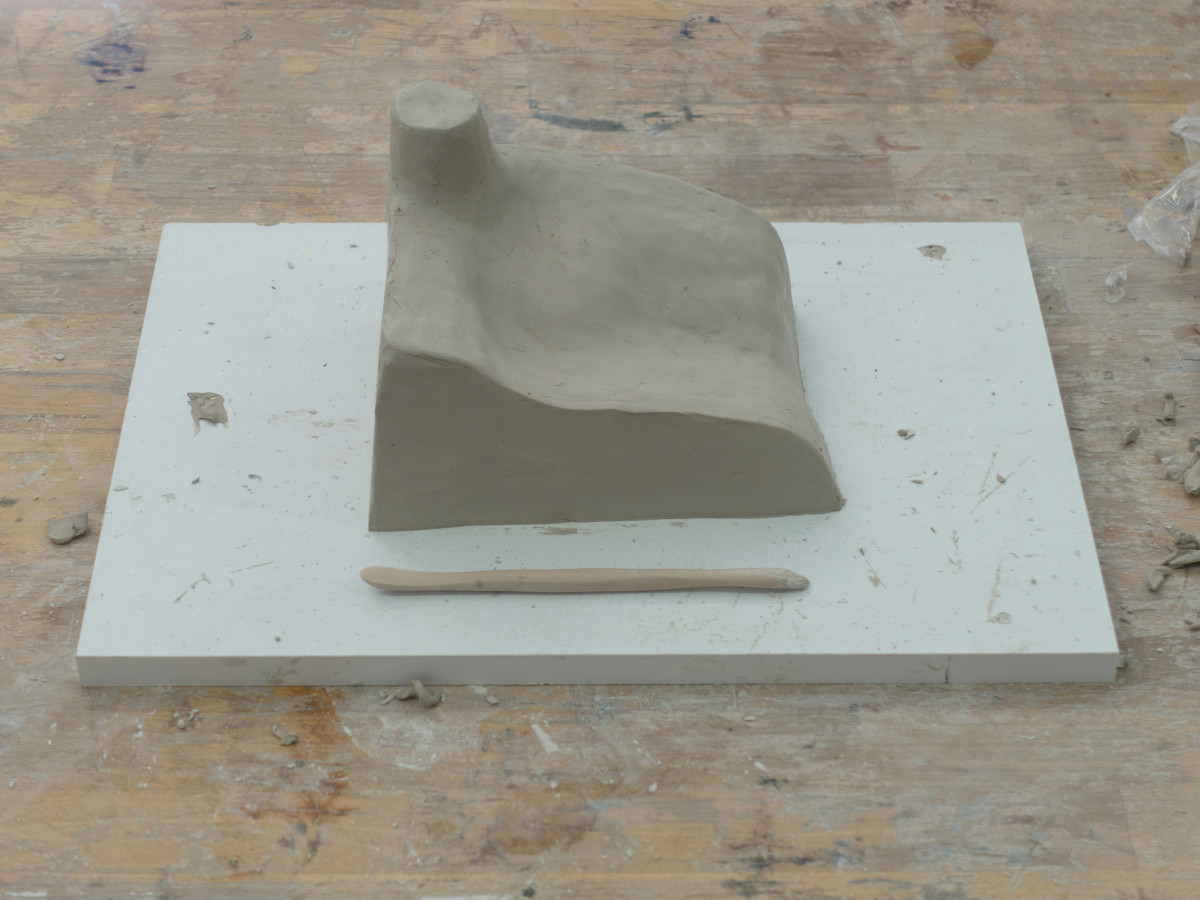
Füllöffnung modellieren
Wir benötigen eine Füllöffnung, da wir ansonsten das Silikon nicht zwischen Plastik und Stützform einfüllen können. Daher modellieren wir an einer Stelle am Distanzmaterial eine Füllöffnung. Die Füllöffnung sollte sich an der höchsten Stelle der Plastik befinden. So stellen wir sicher, dass das Silikon den kompletten Mantelbereich füllt. Die Füllöffnung wird später ein hohles Loch ergeben. Vorübergehend, bis die Stützform fertig ist, muss das Loch jedoch mit Ton gefüllt werden. Der Ton wird, wie überhaupt das ganze Distanzmaterial, später entfernt. Die Füllöffnung ist ein drei Zentimeter hoher und im Durchmesser drei Zentimeter breiter Zylinder. Hierfür drehen wir einen Tonklumpen mit der Handfläche so lange auf der Arbeitsplatte, bis er einen Durchmesser von drei Zentimetern annimmt. Die Länge kürzen wir mit einer Spachtel auf ebenfalls drei Zentimeter. Die Füllöffnung wird mit dem zuvor aufgebrachten Distanzmaterial verbunden.
Brücken und Entlüftungsschächte modellieren
Es gibt einige Stellen in der Mantelform, an denen sich Luft sammeln wird, wenn wir Silikon durch die Füllöffnung gießen. Denn Luft ist leichter als Silikon. Eingeschlossene Luft wird sich immer an der höchsten Stelle sammeln. Da kann die Luft nicht mehr entweichen. An diesen Stellen müssen wir sogenannte Brücken bauen. Bei dem Augenmodell ist dies jedoch nicht der Fall. Da Brücken und Entlüftungsschächte aber häufig im Formenbau benötigt werden, gehe ich kurz darauf ein. Eine Brücke ist ein Bereich, der eine hohe Stelle der Plastik mit einer anderen hohen Stelle der Plastik verbindet. Über die Brücke kann Luft, die sonst eingeschlossen wäre, entweichen. Statt Brücken können wir auch Entlüftungsschächte bauen. Entlüftungsschächte werden direkt über die Stellen gebaut, wo sich Luft sammelt. Entlüftungsschächte werden wie die Füllöffnung gebaut. Sie sind lediglich etwas schmaler, da über die Entlüftungsschächte nur Luft entweichen muss. Eine Brücke lohnt sich bei einer kurzen Distanz, die überbrückt werden muss. Ein Entlüftungsschacht lohnt sich an der Stelle, wo eine Brücke viel zu lang wäre. Am Ende geht es bei beiden Varianten darum, Silikon einzusparen.
Ankerprofile modellieren
Wie bereits erwähnt, ist Silikon sehr beweglich, weswegen wir die Mantelform durch die Stützform nach außen hin stützen. Bei ebenen Flächen und einer sehr dünnen Silikonform kann es passieren, dass die Silikonform nach innen fällt. Deshalb werden kleine Ankerprofile eingebaut, die die Mantelform in der Stützform halten. Ankerprofile sind kleine Erhebungen an der Außenseite der Mantelform. Ankerprofile werden in passgenaue Vertiefungen an der Stützform gedrückt und fixieren somit die Mantelform an der Stützform. Diese Ankerprofile werden — wie der Mantel selbst — später aus Silikon sein. In unserem Beispiel benötigen wir eigentlich keine Ankerprofile. Denn der Mantel ist dick, das Silikon relativ hart. Wir werden dennoch ein Ankerprofil in der Mitte der Mantelform platzieren. So wird später der Mantel fest an die Stützform gedrückt. Unser Ankerprofil ist konisch aufgebaut. So liegt das Ankerprofil später nicht nur lose in der Stützform. Wir platzieren das circa einen Zentimeter große Ankerprofil über dem Auge, also in der Mitte der künftigen Mantelform. Damit haben wir alles in Ton modelliert, was später aus Silikon sein wird. Jetzt können wir die Stützform bauen.
Stützform vorbereiten
Die ganze Form wird zum Gießen der Kopien auf den Kopf gestellt. Die große Fläche unterhalb der Plastik dient uns später als Eingussfläche. Es macht keinen Sinn die Stützform von der Dicke her gleichmäßig an die Mantelform auszurichten. Denn die Unterseite der Stützform sollte flächig auf unserer Arbeitsplatte aufliegen. So steht beim Herstellen der Kopie die Form gerade und wackelt nicht. Deshalb ist die Stützform an einigen Stellen dicker und an anderen Stellen dünner. Die Stützform besteht aus Gips. Gips wird binnen weniger Minuten zähflüssig, danach spachtelbar und braucht circa eine halbe Stunde, bis es soweit ausgehärtet ist, dass wir damit weiterarbeiten können. Wir brauchen spachtelfähigen Gips. Denn wir spachteln Schicht für Schicht Gips auf das Distanzmaterial.
Gips zubereiten
Wir schätzen ab, wie viel Gips wir brauchen werden, um die Stützform herzustellen.
Der Gips sollte überall mindestens drei Zentimeter dick sein. Das Verhältnis Wasser zu Gips ist zwei Teile Wasser, ein Teil Gips. Darum teilen wir die geschätzte Masse durch drei und füllen einen Kunststoffbecher zu 2/3 der Masse mit kaltem Wasser. In das Wasser streuen wir Gips, bis der Gips die Wasseroberfläche erreicht und einen kleinen Hügel bildet. Den Gips lassen wir im Wasser einige Minuten lang sumpfen. Nun nehmen wir einen Rührbesen und drehen ihn langsam durch das Gemisch. Damit am Boden und den Seitenwänden vom Becher kein Gipspulver bleibt, müssen wir mit dem Rührbesen bis zum Boden vordringen und an den Seitenwände entlang schaben. Je schneller wir den Gips umrühren, desto schneller härtet der Gips aus. Um beim Bau der Stützform Zeit zu gewinnen, rühren wir langsam aber kräftig. Der Gips ist am Anfang noch flüssig. Wir warten so lange, bis der Gips spachtelbar ist. Um zu testen, ob der Gips spachtelbar ist, schneiden wir von Zeit zu Zeit eine Furche mit Hilfe des Spachtels durch die Gipsmasse. Wenn die Furche bleibt, ist der Gips spachtelbar, und wir beginnen mit dem Bau der Stützform.
Stützform bauen
Gerade am Anfang kann man schwer einschätzen, wie dick die bereits aufgetragene Schicht Gips ist und wie viel noch aufgebaut werden muss. Deshalb ziehen wir um das Distanzmaterial auf der Arbeitsplatte eine Linie mit einem Abstand von drei Zentimetern. Wir wissen nun, bis wohin der Gips mindestens gespachtelt werden muss, damit eine stabile Stützform entsteht. Den Spachtel führen wir in den Gips ein, nehmen eine Portion Gips auf und fangen an, den Gips auf die Mantelform zu spachteln. Anstatt immer wieder dünne Schichten aufeinander zu streichen tragen wir den Gips gleich in einem Schritt auf die gewünschte Dicke von drei Zentimetern auf.
So entsteht langsam eine dicke Gipsmauer um das Distanzmaterial. Die Füllöffnung und mögliche Brücken, Entlüftungsschächte und Ankerprofile dürfen dabei nicht zerstört werden. Am Ende lugt nur noch eine kleine kreisrunde Tonfläche aus dem Gips hervor. Das ist die oberste Schicht der Füllöffnung. Hier werden wir, sobald der Gips hart geworden ist und wir den Ton entfernt haben, Silikon eingießen. Falls der Gips nicht ausreicht, ist es hilfreich, wenn eine andere Person neuen Gips anrührt, während man selbst noch den alten Gips verarbeitet. Mit etwas Übung gelingt dieser Arbeitsschritt aber auch alleine. Die Stützform ist fertig gebaut. Der Gips bindet ab und wird dabei warm. Sobald er erkaltet ist, können wir mit dem nächsten Schritt fortfahren.
Distanzmaterial wieder entfernen
Die Stützform stellen wir auf den Kopf. Wir sehen die Unterseite von unserem Augenmodell. Um die Unterseite der Plastik herum schlängelt sich eine Linie aus Ton. Die Linie aus Ton wird wiederum vom Gips umschlossen. Das Distanzmaterial — in unserem Fall Ton — entfernen wir vollständig. Denn die Stützform ist gebaut und der Mantel soll gegossen werden. Da wir den Ton später noch benötigen, sammeln wir den Ton in einem Behälter. Den Ton, den wir sehen können, versuchen wir mit Hilfe eines Modellierwerkzeugs vorsichtig zu entfernen. Das Modellierwerkzeug sollte aus Holz sein, so beschädigen wir das Original vom Augenmodell nicht. Auch aus dem Eingussloch versuchen wir so viel Ton wie möglich zu entfernen. Durch das Eingussloch versuchen wir nun mit unserem Daumen die Plastik aus der großen Öffnung auf der Rückseite der Stützform zu drücken. Da beim Umdrehen der Stützform die Plastik von alleine aus dem Distanzmaterial fallen kann, sollte beim Umdrehen immer eine Hand die große Öffnung abdecken. Die Stützform reinigen wir unter fließendem Wasser von verbliebenen Tonresten. Die Stützform wird mit einer Raspel überarbeitet. Kleine beim Gießen entstandene Löcher entweder mit Ton oder mit neu angerührtem Gips gefüllt. Damit sich der alte Gips mit dem neuen Gips verbindet, sollte die Stützform angefeuchtet sein. Dazu wird die Stützform kurz in ein Wasserbad gelegt.
Ankerprofil überarbeiten
Bei dem Ankerprofil wird es beim nachfolgendem Mantelguss zu einem Fehler kommen. Das ist mir eben erst aufgefallen. Aber noch können wir reagieren! Denn: Dort würde sich aktuell noch eine Luftblase bilden. Die Luft kann, wenn das Silikon in die Form gegossen wird, aus der kleinen Einbuchtung nicht entweichen. Das Ankerprofil wäre nach Aushärten des Silikons nicht komplett ausgegossen. Deshalb bohren wir nachträglich einen Entlüftungsschacht. Dazu nehmen wir einen 3mm-Bohrer und bohren mittig vom Ankerprofil ein Loch, bis wir die Stützform durchbrochen haben. Wir können nun die Mantelform gießen.
Mantelguss vorbereiten
Auf die Arbeitsplatte legen wir zuallererst die Plastik mit der flächigen Seite nach unten.
Die gereinigte Stützform wird über die Plastik gestülpt.
Die Stützform wird so justiert, dass um die Plastik herum ein gleichmäßiger Freiraum besteht. Die Stützform darf die Plastik an keiner Stelle berühren. Ansonsten wäre der Mantelguss an diesen Stellen dünn und könnte reißen. Den Bereich zur Arbeitsplatte hin streichen wir mit Tonschlick ein. Tonschlick ist sehr wässriger Ton. Tonschlick erhalten wir, indem wir in einem mit etwas Wasser gefüllten Schälchen einen Tonklumpen zerreiben. Auf der Arbeitsplatte wird um die justierte Stützform herum eine kleine Mauer aus Gips gebaut.
Diese Mauer unterbindet, dass durch eventuell vorhandene Löcher zwischen Arbeitsplatte und Stützform Silikon nach außen gelangt. Der zuvor aufgetragenen Tonschlick verhindert, dass sich die Mauer aus Gips und die Stützform aus Gips verbinden. Später können wir die Mauer wieder von der Stützform abschlagen.
Silikon wählen
Als Silikon verwenden wir ein kondensationsvernetzendes gießbares Silikon. Es ist tendenziell günstiger als additionsvernetzendes Silikon. Alle wichtigen Daten zum verwendeten Silikon sind auf dem beigelegten technischen Merkblatt hinterlegt. Auf dem Merkblatt ist zum Beispiel die Härte angegeben. Die Härte gibt an, wie weich bzw. hart eine Silikonform sein wird. Weiches Silikon wird zum Beispiel verwendet, wenn an der Plastik kleine Hinterschneidungen sind und die Kopie nach dem Gießen — ohne die Silikonform und die Plastik zu schädigen — aus der Mantelform entnommen werden können soll. Unsere Mantelform ist dünn und würde bei sehr weichem Silikon an den Seitenwänden einsacken. Da die Plastik außerdem keine Hinterschneidung hat, verwenden wir ein härteres Silikon. Auf dem Merkblatt ist weiterhin die Topfzeit angegeben. Die Topfzeit gibt an, wie viel Zeit wir zur Verfügung haben, das Silikon zu verarbeiten. Damit wir genug Zeit haben, die beiden Komponenten vom Silikon zu mischen und den Mantel zu gießen, sollte die Topfzeit mindestens 45 Minuten betragen. Auf dem Merkblatt finden wir weiterhin das Mischverhältnis zwischen den Komponenten A und B. In meinem verwendeten Silikon müssen 100 Teile Komponente A und 10 Teile Komponente B miteinander vermischt werden.
Silikon herstellen
Um beim Mantelguss abschätzen zu können, wie viel Silikon benötigt wird, nehmen wir das vormalige Distanzmaterial, welches wir in einem Behälter gesammelt haben. Der Ton wird durch mehrmaliges Drücken — mit der Faust oder mit Hilfe eines Klüppels — komprimiert. Auf der Messchale lesen wir ab, wie viel Volumen der Ton einnimmt. Das Volumen vom Ton ist gleich das Volumen vom Silikon. Wir wissen nun, wie viel Silikon wir benötigen. Das Silikon besteht aus zwei Komponenten. Das Volumen der Komponente A zusammen mit dem Volumen der Komponente B ergibt das Volumen vom benötigten Silikon. Bei meinem Silikon wird das Mischverhältnis in Gramm angegeben. Eine unbenutzte Messchale wird auf eine Waage gestellt und die Komponente A hineingefüllt, bis ungefähr das Volumen erreicht ist, welches benötigt wird. Der Grammwert auf der Waage wird abgelesen und 1/10 des Gewichtes von Komponente B hinzugegeben. Sobald die Komponenten aufeinandertreffen, beginnt die Topfzeit. Das Gemisch wird mit einem Rührstab mehrere Minuten gründlich verrührt. Einige Hersteller färben die Komponenten unterschiedlich ein.
Das hilft abzuschätzen, ab wann die Komponenten vollständig verrührt sind.
Vollständig verrührt sind beide Komponenten wenn ein einfarbiger Brei entsteht. Die Mischung lassen wir einige Minuten stehen, damit eingeschlossene Luft entweichen kann.
Mantelform gießen
Mit einer Tonmauer, die wir um die Füllöffnung herum aufbauen, erweitern wir den Gießbereich und verhindern, dass unnötig Silikon durch Verschütten verbraucht wird. Durch die Füllöffnung gießen wir die Mischung langsam in den Mantel. Der Mantel füllt sich langsam mit Silikon. Über die zuvor ggf. gebauten Brücken und Entlüftungsschächte verteilt sich das Silikon ohne Lufteinschlüsse über die gesamte Plastik. Wenn alles geklappt hat, quillt das Silikon durch die Füllöffnung und den gebohrten Entlüftungsschacht. Sollte zuvor etwas Silikon verschüttet worden oder an einer undichten Stelle ausgetreten sein, dann haben wir bei einer Topfzeit von 45 Minunte noch genug Zeit Stellen auszubessern und etwas mehr Silikon herzustellen und nachzugießen. Auf dem technischen Merkblatt zum Silikon steht die Entformzeit. Die Entformzeit gibt an, ab wie viel Stunden der Silikonguss ausgehärtet ist und wir mit dem nächsten Schritt fortfahren können. In meinem Beispiel lasse ich das Silikon 24 Stunden zwischen Plastik und Stützform aushärten.
Nachbearbeitung
Nachdem das Silikon ausgehärtet ist, wird die Gipsmauer um die Stützform herum mit Klüpfel und Stemmeisen abgeschlagen. Weiterhin schneiden wir mit einem Cutter das aus der Füllöffnung quillende Silikon ab. Mit dem Daumen drücken wir in die Füllöffnung und heben die Stützform vorsichtig an. Wenn unter die Stützform etwas Silikon geflossen sein sollte, da diese nicht ganz eben war, wird dieses überstehende Silikon abgeschnitten. Genauso wie das Silikon, welches durch das gebohrte Loch geflossen ist. Vor uns haben wir nun drei Objekte liegen: die Plastik, die Mantelform aus Silikon und die Stützform aus Gips. Manchmal ist es einfacher zuerst das Silikon inklusive der darin steckenden Plastik aus der Stützform zu drücken. Durch die recht lange Füllöffnung, die mit Silikon gefüllt ist, wird der Mantel fest an der Stützform gehalten und ein Herausnehmen vom Mantel wird erschwert. Deshalb kann man mit einem Messer Silikon, das die Füllöffnung ausfüllt, abschneiden. Dabei achten wir darauf, dass wir nicht zuviel abschneiden und somit den eigentlichen Mantel beschädigen. Auch die Ankerprofile halten die Mantelform in der Stützform. Sind die Ankerprofile zu lang, ist es einfacher zuerst die Plastik aus der Mantelform und dann die Mantelform aus der Stützform zu nehmen. Die fertige Mantelform und die Stützform erlauben es uns nun Kopien der Plastik herzustellen.
Kopie gießen
Vor jedem Kopiervorgang wird die Mantelform unter fließendem Wasser gereinigt und mit einem Tuch trocken getupft. Die Mantelform wird in die Stützform gelegt. Das Ankerprofil fest in die Stützform gedrückt. Wir rühren erneut Gips an. Die Menge an Gips, die wir für eine Kopie benötigen, schätzen wir ab.
Sind wir unsicher, können wir die Silikonform mit Wasser füllen, jenes in einen Messbecher gießen und die Mengenangabe ablesen. Der Gips muss beim nächsten Arbeitsschritt flüssig und nicht — wie beim Bau der Stützform — spachtelbar sein. Eine erste Schicht Gips pinseln wir auf die Mantelform. Das machen wir, damit die Oberfläche der Kopie frei von möglichen Luftblasen ist. Reinigen wir den Pinsel zeitnah, können wir den Pinsel mehrere Male verwenden. Ansonsten würde der Gips hart werden und der Pinsel unbrauchbar. Nun gießen wir den restlichen Gips in die Mantelform, bis der Gips die obere Kante der Mantelform erreicht. Mit der einen Hand stoßen wir leicht gegen die Stützform, während die andere Hand die Stützform in Position hält. So werden eingeschlossene Luftbläschen an die Oberfläche befördert und platzen. Der Gips härtet aus. Er wird dabei warm. Ist er abgekühlt, können wir die Stützform auf den Kopf stellen und die erste von vielen Kopien aus der Mantelform entnehmen.