Kopf von Marios
Friedrich Fröhlich, 33 Blei 12.00 × 22.00 × 17.00 cm
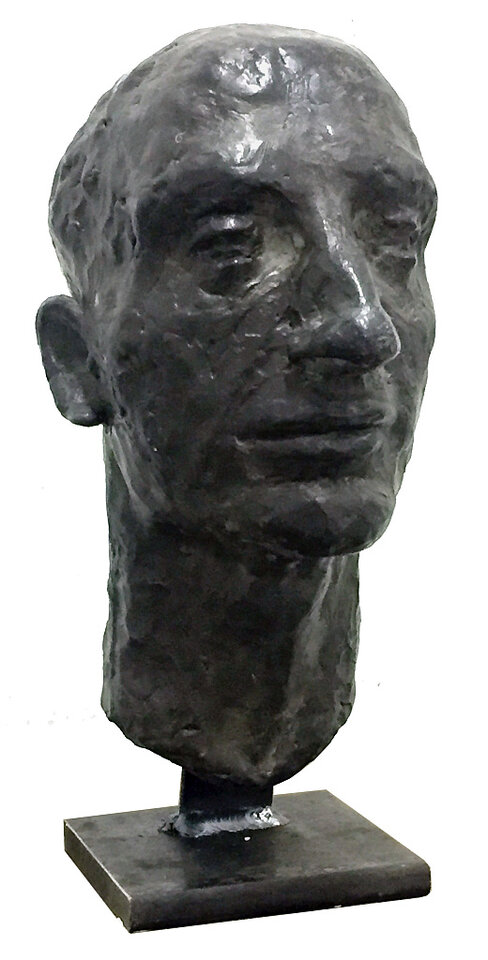
Kopf von Marios
Bleiguss
Silikonform dünn mit Graphit eingepinselt. Ist eine Art Schutzschicht, da bei hoher Temperatur auch Silikon weich werden kann. Silikon gibt es auch explizit für Metallguss. Hält dann mehr Hitze aus. Gipskern ein Tag zuvor bei 330 Grad im Brennofen ausgebrannt (Backofen auch zum Ausbrennen geeignet). Bei 40 Grad aus dem Ofen genommen. Gipskern sollte bei Guss kalt sein, da er sonst seine Ausdehnung noch ändert. Topf zum Erhitzen von Blei muss komplett trocken sein, also nicht nass gesäubert. Dem Hartblei / Antimonblei (Blei-Antimon-Legierung) etwas normales Blei beigemischt. Fließeigenschaft wird dadurch besser. Hartblei schmilzt bei ca. 300 Grad. Schlacke vor Bleiguss abgeschöpft. Mit Greifzange Topf zum Gießen angehoben, Handschuhe getragen. Lange Hose angezogen um Wundblasen zu vermeiden. Papier in heißes Blei gehalten. Wenn schwarz, zu heiß. Wenn hellbraun, gut. Wenn zu heiß brodelt Blei noch in Silikonform. Eimer mit Sand gefüllt, eine Kuhle geformt und Form reingelegt. Gipskern ebenfalls mit Graphit einpinseln. Blei soll dadurch noch besser fließen. Nach Guss Gipsschale entfernt und gegossene Form noch 20 Minuten in Silikonform gelassen. Zur Weiterarbeit Kopf in Schraubzwinge befestigt. Weil Metall den Guss färben würde, zwischen Schraubzwinge und Kopf Leder gelegt. Mit Punze Oberfläche weiter bearbeitet, Löcher mit Bleiresten geschlossen, Naht geglättet. Als Patina Schwefelleber auf Kopf gepinselt. Macht Oberfläche dunkler. Morgen den Ausguss-Bereich mit Metallsäge entfernen, Kern ausschlagen und Hartwachs zum Schließen der Oberfläche auftragen.